 日本語
日本語  Español
Español 
Development status of photovoltaic industry abroad
Discuss the causes of appearance defects of rubber sheathed cables
by:AAA
2020-03-23
In the production process of rubber sheathed cables, appearance defects often occur, such as unsmooth surface; There are clinker particles on the surface (Early vulcanized rubber particles)Or impurities; Scratches and abrasions on the surface of wires and cables; There is collapse on the surface; There are Hemp patterns on the surface.
The following are five common causes of appearance defects of rubber sheathed cables: 1.
The die socket line is too long or too short, the die opening is not smooth and the aperture is too large; The temperature of the handpiece, die mouth or fuselage is low;
The small plasticity of rubber may lead to the unsmooth surface of rubber cable. 2. The supplied rubber is not clean and contains impurities; The scorching time of rubber is too short; The temperature of the extruded Oak fuselage, nose or die is too high;
The rubber flow in the handpiece is not smooth, and there are rubber stranded dead corners;
The screw is not smooth, viscose, etc. may cause clinker particles on the surface of the rubber cable (Early vulcanized rubber particles)Or impurities. 3. The mold sleeve is not smooth and has no chamfer; There are impurities or cooked glue particles blocking the die mouth; Drag the tube scratch in the vulcanization tube;
The small aperture of the rubber gasket at the outlet of the vulcanization pipe may cause scratches and scratches on the surface of the rubber sleeve cable. 4. Mo Tao aperture too much;
The gap between the outer layer of the conductive wire core and the single wire is too large, and the outer diameter of the cable core is uneven; Rubber has small plasticity and poor viscosity; There are impurities in the rubber;
The small distance to the die and the small pressure may cause the surface of the rubber sleeve cable to collapse. 5. Mo Tao aperture is too small; The rubber is not extruded enough, and the gap of the wire core is not filled up; Conductive wire core or cable core jumper;
The short distance to the die may lead to hemp patterns on the surface of rubber sheathed cables.
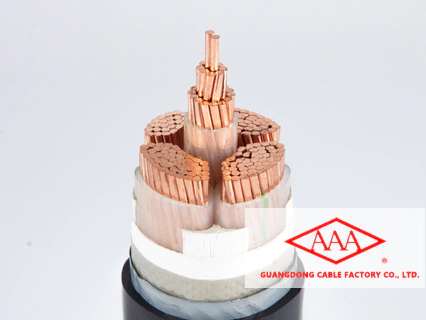
Rubber sheathed cable is a kind of soft and movable cable with multi-strand fine copper wire as conductor and rubber insulation and rubber sheath.
Generally speaking, it includes universal rubber sleeve flexible cable, electric welding machine cable, submersible motor cable, radio device cable, photographic light source cable and other varieties.
Product overview: rubber sheathed cables are widely used in various electrical equipment, such as mobile power cables for household appliances, electric machinery, electrical equipment and appliances.
At the same time, it can be used in indoor or outdoor environment.
According to the mechanical external force on the cable, the product structure is divided into three categories: light, medium and heavy. There is also an appropriate connection in the section.
General light rubber sheathed cables are used in household appliances and small electric equipment, requiring softness, lightness and good bending performance;
Medium-sized rubber sheathed cables are widely used in agricultural electrification except for industrial use;
Heavy-duty cables are used in occasions such as port machinery, searchlights and large hydraulic irrigation stations in the family.
This kind of products have good versatility, complete series specifications, good performance and stability.
Application Scope: Waterproof rubber sleeve cable and submersible pump cable: mainly used for submersible motor matching, models are JHS, JHSB.
Cables for radio devices: now mainly produce two kinds of rubber sheathed cables (A shield, a non-shield)
, Can basically meet the requirements, the model is WYHD, WYHDP.
Photographic cable products: With the development of new light sources, it has small structure and good performance, meets the needs of indoor and field work, and gradually replaces some old products with heavy weight and poor heat resistance.
Precautions: 1. Equipment: small pressure equipment with automatic temperature control, timing and multi-specification tubular mold cavity.
Second, the rubber material: consistent with the wire of the wire, and the glue content is higher than the material to be replenished, the vulcanization system is slightly stronger.
3. Operation Method: 1. Set the temperature and time according to The vulcanization system of the rubber. 2. Wash and repair the rubber with ink thinner, especially the joint should be fully treated.
3. Cut the repair rubber according to the size of the gap. Be careful not to be too much or too little. 4. Plug the cut rubber into the gap. Be careful that the rubber should not be higher than the circumferential surface of the wire. 5. Wrap it with high temperature resistant pp tape.
And put it into the tubular mold cavity which is slightly smaller than the wire diameter, and lock the upper and lower dies to make the mending position have a certain pressure. Note that the diameter of the mold cavity is slightly smaller than the wire diameter. 1 ~ 0. 2mm.
6. When the vulcanization time is up, take out the product. If a small amount of rubber overflows, repair it with a sharp blade and finish it with thinner.
4. Verification method: press a proper amount of air into the supplied wire and place it in the water, and see whether there is air leakage or not to judge whether it is good or bad.
Custom message
Related Products